リングバーカー⽤
ロータリーカッターRotary cutter for ring barker

⽞洋の鋳造技術と溶接の技術を組み合わせた形状⼀体型のリングバーカー⽤(材⽊⽤⽪むき機)ロータリーカッターです。
全て機械加⼯で⾏っているため、ご要望に合わせて形状をカスタマイズすることができ、全体の高強度化と局部的耐摩耗性を高めた機能的なロータリーカッターをご提供いたします。
また、鋳造溶接法にて余分な肉盛が省略でき、工程を削減できます。特に2回目以降の溶接補修・再生加工のコスト低減が期待できます。
リングバーカー⽤の消耗品であるロータリーカッターを効率的に運⽤する新しいロータリーカッターのご提案です。
merit弊社製ロータリーカッターのメリット
弊社製ロータリーカッターには以下のようなメリットがあります。
-
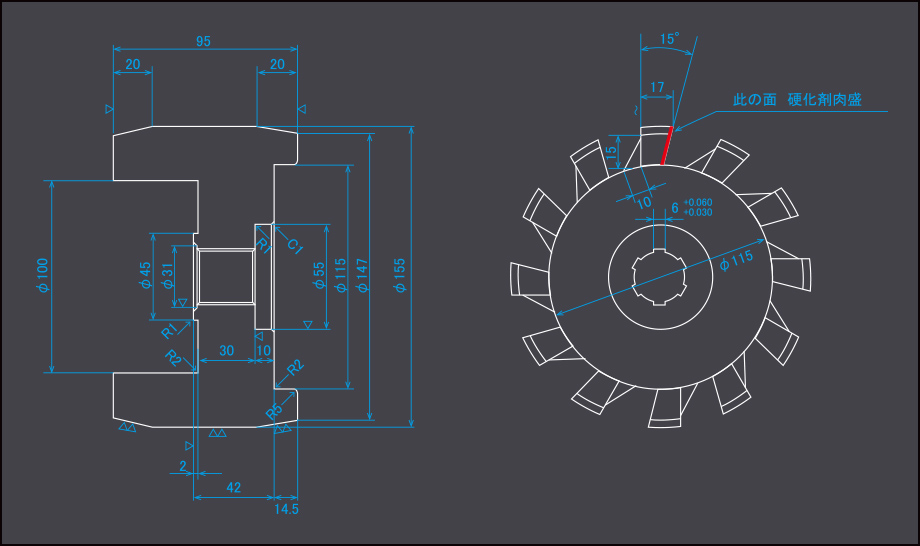
 鋳造溶接法で刃先の先端のみを高精度に硬化肉盛することができる刃先先端のみの局部溶接(特殊な型を製作し溶接する)ことで、鋳造材料の効率化と加工工数を削減することが可能。溶接材料は高炭素-高Cr鉄系やご希望の材料を検討できます。
鋳造溶接法で刃先の先端のみを高精度に硬化肉盛することができる刃先先端のみの局部溶接(特殊な型を製作し溶接する)ことで、鋳造材料の効率化と加工工数を削減することが可能。溶接材料は高炭素-高Cr鉄系やご希望の材料を検討できます。 -
 全体の高強度化と局部的耐摩耗性を高めた高機能性全体はS35C、S45C等の機械構造用炭素鋼を用いた一体型で製作するため、従来の溶接構造品の付け根箇所の強度改善が可能です。
全体の高強度化と局部的耐摩耗性を高めた高機能性全体はS35C、S45C等の機械構造用炭素鋼を用いた一体型で製作するため、従来の溶接構造品の付け根箇所の強度改善が可能です。 -
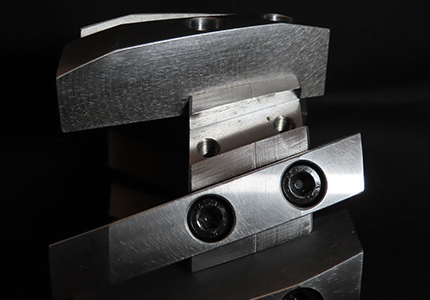
 アタッチメント式による更なる再利用性の向上とトータルコストダウンが可能上記の構造をアタッチメント式に改良した構造。刃先全体を取り外すことができるため、摩耗や欠けで損傷した刃先パーツのみを交換できます。
アタッチメント式による更なる再利用性の向上とトータルコストダウンが可能上記の構造をアタッチメント式に改良した構造。刃先全体を取り外すことができるため、摩耗や欠けで損傷した刃先パーツのみを交換できます。 -
 少量多品種の対応、オリジナル形状の相談が可能お客様のニーズに合わせた設計のお手伝いを致します。刃先や本体の材質選定、形状などお気軽にご相談下さい。
少量多品種の対応、オリジナル形状の相談が可能お客様のニーズに合わせた設計のお手伝いを致します。刃先や本体の材質選定、形状などお気軽にご相談下さい。
product製品紹介
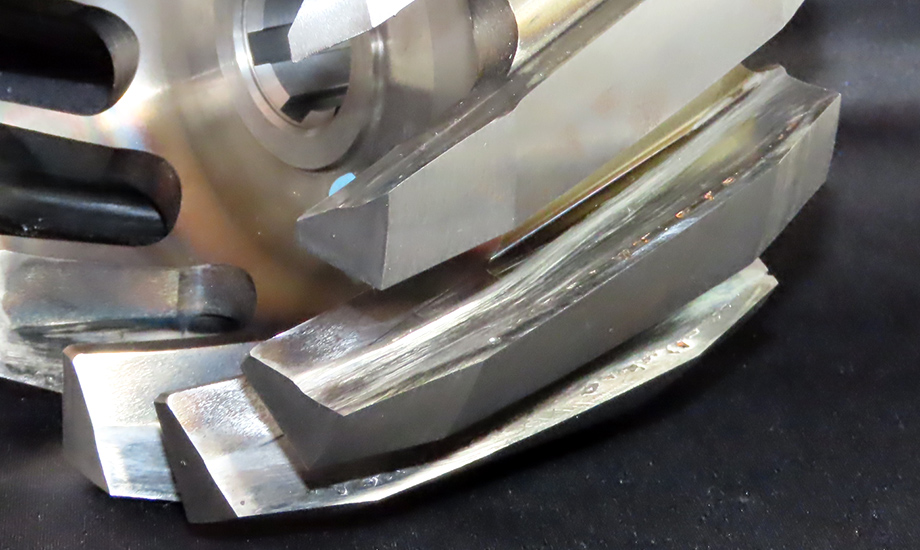
GY-Type A(鋳造溶接法)

鋳造溶接法の新しい製法で開発
GY-Type Aは、肉盛溶接量と加工工程の多い従来品の製造工程を改良した、新しい製造工程を採用。今回、鋳造溶接法の新しい製法を開発したことで、全体の高強度化と局部的耐摩耗性を高めた機能的で、再利用可能な新しいロータリーカッターをご提案します。


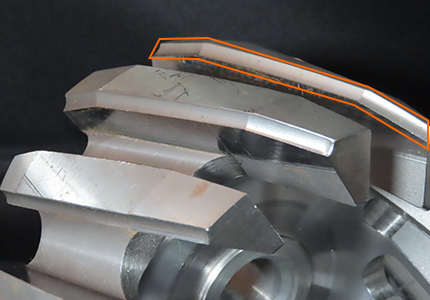
(溶接前:枠で囲った部分)
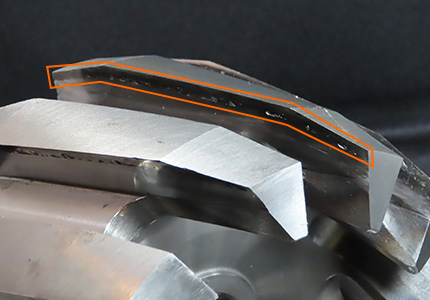
(溶接後:枠で囲った部分)

刃物間の肉盛量が多い

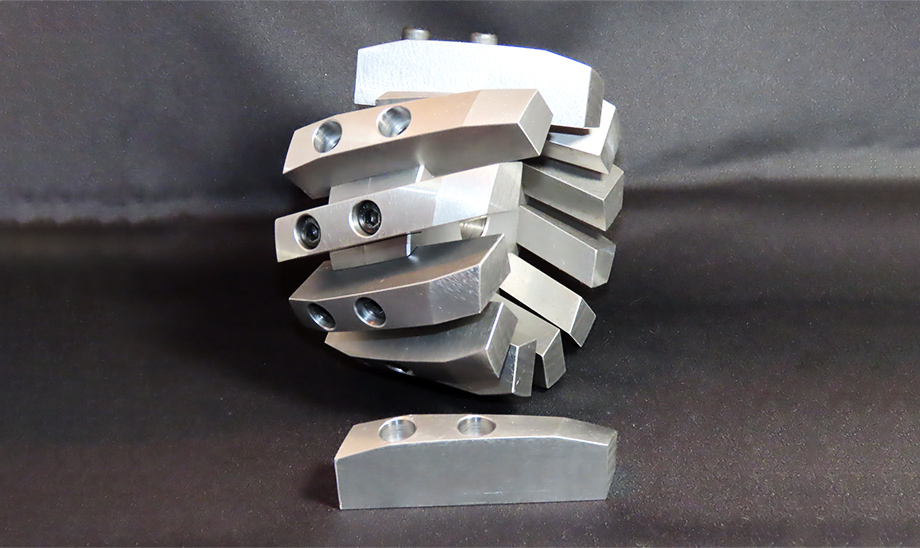
GY-Type B(鋳造溶接法+アタッチメント式)

更なるトータルコストダウンを
GY-Type BはGY-Type Aの改良版。刃先パーツを本体と分割することで、更なる再利用性の向上とトータルコストダウンをご提案します。

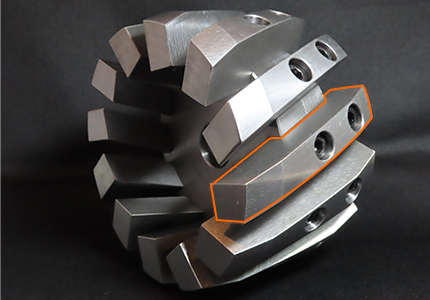

刃先パーツはボルトで固定


comparison tableリングバーカー用ロータリーカッターの比較
| 項目 | 新製品 | 新製品(開発中) | 従来品 | |
|---|---|---|---|---|
| GY-Type A (鋳造溶接法) |
GY-Type B (鋳造溶接法+アタッチメント式) |
|||
| 構造 | 概略 | 一体構造 (丸棒材からのオール切削加工) |
アタッチメント式 (刃先パーツの取り換え方式) |
基材と刃先パーツの溶接構造・刃先パーツに耐摩耗板の銀ろう付け |
| 一体構造のため、高強度。局部溶接のため、溶接熱での歪みがほとんどない。 | 刃先パーツと本体の接続構造。本体と刃先パーツはテーパー形状の差し込み形状でネジ留めによる固定。 | 肉盛箇所・補強箇所が多く溶接量が多いため、溶接歪みが大きい。複雑な工程と難削箇所の加工量が多く製作時間がかかる。 | ||
| ①基材 (軸の円盤状パーツ) |
丸棒から基材と刃先パーツを一体加工(S35C、S45C等) | 丸棒から切削加工 (S35C、S45C等) |
丸棒から切削加工 (S35C、S45C等) |
|
| ②刃先パーツ、12本 (フラットバー形状) |
丸棒 or フラットバーから切削加工 (S35C、S45C等) |
丸棒 or フラットバーから切削加工 (S35C、S45C等) |
||
| ③刃先 (耐摩耗箇所) |
刃先先端のみの局部溶接(特殊溶接方法・鋳造式溶接法)、溶接材料:高炭素-高Cr鉄系、他 | 刃先先端のみの局部溶接(特殊溶接方法・鋳造式溶接法)、溶接材料:高炭素-高Cr鉄系、他 | ハイス製プレート (3㎜×10㎜×110㎜程度) |
|
| 材質 | 全体:S35C、S45C等の機械構造用炭素鋼、刃先:高炭素-高Cr鉄系溶接材料(HV694)、溶接材料は硬度・靭性・耐食性などを考慮して選択可能(ハイス系、工具鋼系、超硬系、ステンレス・シリコロイ系) | 全体:S35C、S45C等の機械構造用炭素鋼、刃先:高炭素-高Cr鉄系溶接材料(HV694)、溶接材料は硬度・靭性・耐食性などを考慮して選択可能(ハイス系、工具鋼系、超硬系、ステンレス・シリコロイ系) | 全体:S35C、S45C等の機械構造用炭素鋼、刃先:SKH51(ハイス) | |
| 外観 | オール機械加工のため、精度が良く外観の見栄えが良い | オール機械加工のため、精度が良く外観の見栄えが良い | 刃先以外は溶接状態ままで、外観の見栄えが良くない | |
| 耐摩耗性 (刃先) |
従来品と同等レベル、溶接材料を調整することで耐摩耗性が向上する可能性がある(超硬系等) | 従来品と同等レベル、溶接材料を調整することで耐摩耗性が向上する可能性がある(超硬系等) | ||
| トータルコスト | 初回の価格は同等レベルだが、局部的な刃先の繰り返しの溶接補修・再生加工が可能。2回目以降のコストが低減できる。 | アタッチメント式のため、刃先パーツの取り換えが可能。必要な数量のみ交換でき、トータルコストダウンに貢献。刃先パーツは1本からでも購入可能。 | 消耗品のため、刃先が摩耗したら廃却 | |
| サービス | 少量多品種の対応、オリジナル形状の相談が可能 | 少量多品種の対応、オリジナル形状の相談が可能 | ||